
水厂自动化控制系统
1、 概述
自来水厂净水生产自动化的概念就是采用各种在线式水质分析仪表,对净水处理生产流程中的各项工艺技术指标进行连续检测,并以直观的形式将这些指标实时反馈给自动化控制系统,控制系统便可根据在线检测的结果对生产工艺设备进行及时调整,从而使制水生产的可靠性和稳定性得到充分的保障。
自动化控制对于流水化作业的净水生产工艺来说具有以下优点:
减轻工人的劳动强度;
提高制水生产的可靠性和稳定性;
降低生产成本,提高生产管理水平;
减少质量事故。
2、 设计目标
通过自动化控制系统的建设,净水厂的生产和管理要达到以下目标:
Ø 水质指标在线监测
通过各种在线式水质分析仪器对净水生产过程中的各种水质指标进行连续检测,使生产水质实现全过程监控。
Ø 净水生产自动化控制
通过控制系统对净水生产过程中加氯、加药、滤池清洗等工艺环节进行自动控制,进一步减轻工人的劳动强度,实现水厂生产全过程的自动化控制。
Ø 水厂运行实现计算机管理
通过计算机系统对生产过程的实时监控,实现生产过程数据采集、数据存储、事故记录、历史数据查询、报表统计打印等管理功能,进一步健全和完善水厂的生产管理模式。
总之,净水厂自动化控制系统的建设需要依靠先进的技术手段,提高水厂生产的自动化水平和管理水平,达到有效降低能耗,控制生产成本,减轻工人的劳动强度的建设目标。
3 设计范围
本方案中包含水厂以下项目的设计:
1、自动化控制系统
2、在线检测仪表系统
3、加氯消毒系统
4、加药系统
5、滤池控制系统
6、恒压供水控制系统
4 自来水厂监控对象
飞驰工程技术人员通过到现场了解,并在认真研究了净水厂现有工艺特点结合飞驰以往同类项目成功运行经验,确定将以下环节作为自来水厂的监控对象。
1、进厂水流量监测及计量
2、原水浊度监测
3、清水池液位监测
4、出厂水 PH 值、温度监测
5、出厂水余氯监测
6、出厂水浊度监测
7、出厂水流量监测及计量
8、送水泵恒压供水控制
9、加氯控制
10、反应/沉淀池排泥控制
11、投药控制
12、滤池控制
5 自动化控制系统设计
Ø 由于自来水生产工艺主要具有以下特点:
Ø 各生产工艺段相对独立,单体设备多;
Ø 采集的数据量大且种类多,但上下游相关联的生产参数少;
Ø 自来水生产具有连续性、不可替代性和不间断性;
Ø 各工艺段距离远,设备分散,组网相对复杂。
Ø 根据以上特点,本系统选用西门子 S-300 系列的中小型 PLC 对各工艺段或设备分散控制,通过以太网组成网络,各工艺段控制室和中控室设置上位机,构建人机界面进行生产管理和对生产数据进行后续处理。飞驰控制网络如系统结构图所示。
5.1 系统架构图

5.2 人机界面、组态画面
该系统人机界面由若干个画面组成:总画面(水厂水处理工艺)、各系统工艺图、报表窗口、报警窗口等。为增加画面的可读性和可观赏性,主要画面均采用平面图形式,在画面的相关位置显示该设备的所有主要运行参数。设备的控制通过点击该设备进入,
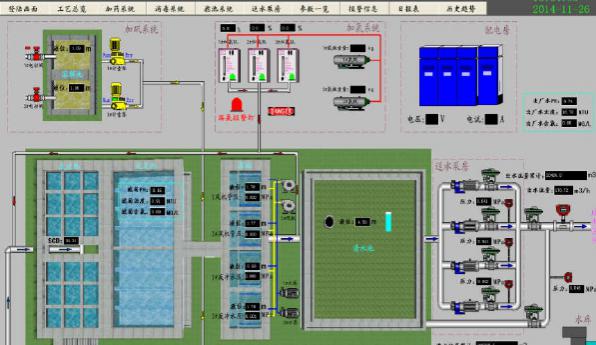
A. 总画面:表现的是整个水厂的水处理工艺(立体图形式),从取水、投药、投氯、絮凝沉淀、过滤到供水。在相关位置显示水处理的各主要控制参数以及重要设备的主要控制参数,可以点击进入各分站。
B. 各系统工艺图:主要有取水工艺图、投矾工艺图、投氯工艺图、絮凝池、排泥车、滤池、送水工艺图、高低压配电图等。除配电图外,均采用立体图形式,画面直观醒目,而且能够表达比平面图更丰富的信息。
C. 报警窗口:所有报警显示的同时,现场声光报警器会一直响到确认为至。也可以按需要分类显示。也可根据客户需求配置手机、短信报警装置,当有异常报警时,可根据报警等级以短信、电话通知至于值班人员、主管人员手机,可设置报警等级,一般报警通知值班人员,重大异常报警通知主管人员。
D. 设备控制参数设定:参数设定时会检查输入参数是否正确(错误参数不能输入)、参数有无正确下载至 PLC,如果出错会报告操作人员。
E. 生产报表:分生产情况(设备运行参数)、生产统计两种报表。老系统没有生产情况报表,生产统计报表也不能正确生成。针对这种情况,飞驰全面修改了 PLC 程序,并且为节省存储空间和查询方便起见,将平时的生产数据都存放在历史数据库里,在需要时可即时生成报表。
F. 历史:可查询飞驰所有主要运行参数的历史情况。为便于设备运行情况分析,可以在同一画面下同时显示设备的历史运行情况与当前的运行情况以作对比。
G. 为确保设备及处理工艺运行安全,所有设备分别有中控(中控室上位机控制)、现控(现场车间上位机控制)、自动、手动(设备不受 PLC 控制)3种控制方式,当自控系统故障时,可手动运行设备,避免工艺流程中止。
5.3 工程画面
1)主画面
2)滤池系统

3)加药系统

4)数据曲线

5)参数报表

基本功能如下:
⑴ 实时监控水厂的运行状况,并且根据管网情况和水源地情况及时地调节,以保证供水服务;
⑵ 通过调度中心实现对水厂的远程监控,同时可以在水厂设立二级调度中心,以水厂为中心,通过水厂调度中心直接监控管网情况和水源地运行状况,它与调度中心相互通讯;
⑶ 可集中控制整个水厂的水工艺的全自动过程,比如:加药、加氯和过滤池等水处理环节,使水处理更加准确和完备,同时能够自动对整个处理过程和处理情况进行监测和控制;
⑷ 二级调度中心可以采取有线和无线两种方式来进行数据采集和控制,水厂监控各类数据如:压力、流量、水位、泵的开停、转速、温度、余氯、浊度、电度、电流和电压等各类信号,可以进行扩充;
⑸ 调制解调压力数据,并准确地发往调度中心,并接收调度中心指令;
⑹ 信号适用数据范围广,如:0-5V,4-20mA ,0-10V,脉冲信号,232/485等类型;
⑺ 实时对水厂进行监控,对各类数据进行存储,二级调度具有与调度中心相类似的功能,所有的数据和信息可以通过无线和有线两种方式传输到调度中心;
⑻ 二级调度中心对二级调度所属的管网、水厂运行、水源地运行具有统计、汇总和分析的功能;
⑼ 具有断电保护功能,保证数据不丢失;同时还数据追补功能,对调度中心未接受到的数据进行追补;
⑽ 无线通讯和采用标准无线通讯协议,有效防止误码出现;有线通讯协议主要是 232/485 和 TCP/IP 等通用协议,保证通讯质量和准确性;
感谢您对飞驰的关注,有任何您关心或想了解的问题
都请留言,飞驰将尽快给您回访。










